Bất cứ ai cũng có thể làm điều đó trên vật liệu có mật độ bất kỳ. Nhưng nếu bạn cần một cái lỗ vuông thì sao? Nhiều người sẽ thấy thật phi lý khi có thể khoan một hình vuông vào gỗ mềm, dẻo hoặc vào một miếng kim loại bền. Máy khoan Watts có thể giải quyết được nhiệm vụ khó khăn này.
Lịch sử với hình học
Thậm chí ngày nay, để có được một lỗ vuông, những người thợ thủ công đã khoan một lỗ tròn có đường kính thích hợp và đục các góc bằng các dụng cụ đặc biệt. Thao tác này có thể được thực hiện nhanh hơn và dễ dàng hơn nhiều với máy khoan Watts “vuông”. Cơ sở thiết kế của nó là tam giác Reuleaux - một hình được hình thành bởi giao lộ ba vòng tròn giống hệt nhau. Bán kính của các đường tròn này bằng cạnh tam giác đều, và các đỉnh của nó là tâm của các đường tròn.
Hình vẽ này mang tên nhà khoa học người Đức Franz Reuleaux, vì ông là người đầu tiên nghiên cứu chi tiết các tính chất của tam giác thu được và áp dụng chúng vào các phát minh của mình. Tuy nhiên, hình học của tam giác Reuleaux đã được sử dụng làm hình cửa sổ trong việc xây dựng Nhà thờ Đức Mẹ ở Bruges vào thế kỷ 13. TRONG đầu XVI thế kỷ, Leonardo Da Vinci đã vẽ một “bản đồ thế giới” trên bốn hình tam giác Reuleaux. Hình ảnh này xuất hiện trong các bản thảo của ông và Madrid Codex. Vào thế kỷ 18, một hình tam giác được làm bằng cung bằng nhau ba vòng tròn chứng minh nhà toán học nổi tiếng Leonard Euler. Năm 1916, một kỹ sư người Anh làm việc tại Mỹ, Harry Watts, đã phát triển và cấp bằng sáng chế cho máy phay lỗ vuông trong một hộp mực "nổi".
Đặc điểm của máy khoan Watts
Phát minh độc đáo này giúp có thể tạo ra những lỗ gần như mẫu đúng: Các góc của hình vuông được bo tròn với bán kính nhỏ. Diện tích thô của một lỗ vuông không vượt quá 2%. Tính năng đặc biệtƯu điểm của mũi khoan tam giác Watts là khi xoay, tâm của nó mô tả các đường cong hình elip vòng cung chứ không đứng yên như mũi khoan xoắn truyền thống. Với chuyển động này, các đỉnh của tam giác sẽ vẽ được một hình vuông có các cạnh song song và thẳng hoàn toàn. Mâm cặp cho máy cắt như vậy có thiết kế nguyên bản không cản trở chuyển động.
Cấu trúc khoan lỗ vuông
Khi phoi được hình thành, máy cắt phải có rãnh để loại bỏ chúng. Hình dạng của bộ phận làm việc của máy khoan Watts là một hình tam giác Reuleaux với ba nửa hình elip được cắt ra từ nó.

Thiết kế này với các rãnh để loại bỏ chip giải quyết đồng thời 3 vấn đề:
- Quán tính của mũi khoan giảm.
- Khả năng cắt của mũi khoan được tăng lên.
Thông thường, các lỗ vuông được tạo ra trên máy tiện hoặc máy phay. Mũi khoan lỗ vuông được cố định trong mâm cặp máy bằng một bộ chuyển đổi đặc biệt. Vì sử dụng trong gia đìnhĐối với máy cắt vuông, các nhà sản xuất cung cấp các khung phía trên kết nối với mâm cặp truyền động cardan và truyền chuyển động lệch tâm cho dụng cụ cắt. Độ sâu của lỗ tương ứng với độ dày của khung.
Khoan thép
Ngày nay, các loại máy khoan chất lượng cao, hoạt động nhanh chóng và lâu dài đều được làm từ các loại thép hợp kim cao. Trong thành phần của chúng, các hợp kim như vậy chứa hơn 10% chất phụ gia hợp kim, chẳng hạn như vonfram, crom, vanadi và molypden. Nhiều phần trăm các yếu tố và nhiều phương pháp khác nhau Thép cứng tạo thành các hợp kim khác nhau về mức độ cứng, độ bền, khả năng chịu tải va đập, giá thành và các đặc tính khác.

Mũi khoan kim loại là vật tư tiêu hao điện được sử dụng rộng rãi nhất vì nhiều lý do:
- Các sản phẩm kim loại thường yêu cầu có lỗ để buộc chặt: kết nối ren, đinh tán và các loại kết nối khác.
- Máy khoan kim loại cũng có thể được sử dụng khi làm việc với các vật liệu mềm hơn, chẳng hạn như gỗ.
- Công nghệ sản xuất loại sản phẩm này tương tự như nguyên lý sản xuất máy khoan cho nhiều hướng khác nhauứng dụng.
Ở Nga và nhiều quốc gia khác, nhu cầu lớn nhất là máy khoan được làm bằng thép tốc độ cao R6M5, có chứa vonfram và molypden. Độ bền và giá thành của sản phẩm tăng lên đáng kể khi coban được thêm vào hợp kim hoặc mũi khoan được phủ bằng phương pháp phún xạ titan-nitrit làm mát.
cho sản phẩm kim loại
Máy khoan kim loại được sử dụng để tạo lỗ trên các sản phẩm làm bằng đồng, gang, đồng, thép các loại, gốm kim loại và các vật liệu khác. Để khoan thép cứng, khó cắt, các sản phẩm có độ bền cao có bổ sung coban được sử dụng. Trong quá trình vận hành, phoi được thải ra dọc theo hai rãnh dọc. Dựa trên hình dạng của đuôi, các nhạc cụ như vậy được chia thành ba loại:
- lục giác,
- hình nón,
- hình trụ.

Mũi khoan kim loại có chuôi hình nón được lắp trực tiếp vào máy khi sử dụng. Cần có mâm cặp đặc biệt cho cán lục giác và cán trụ.
Định nghĩa chất lượng theo màu sắc
Chất lượng của máy khoan đối với bất kỳ vật liệu nào được xác định chủ yếu bởi màu sắc của nó:
- Các công cụ có khả năng chống mài mòn cao hơn có màu đen vì chúng được xử lý bằng hơi nước ở giai đoạn sản xuất cuối cùng.
- Các sản phẩm được xử lý nhiệt không có căng thẳng nội bộ, có khả năng kháng cao nhiệt độ cao và không bị biến dạng khi làm việc với thép cacbua. Những mũi khoan này có tông màu hơi vàng.
- Những loại có chất lượng cao nhất và bền nhất có màu vàng sáng. Chúng được phủ bằng titan nitrit giảm ma sát.
- Mũi khoan không được xử lý thông thường xám có thời hạn tối thiểu hoạt động và giá thấp nhất.
Phạm vi kích thước
Kích thước làm việc của máy khoan kim loại được các nhà sản xuất hiện đại trình bày rất đa dạng. GOST quy định việc phân chia các sản phẩm đó thành các loại theo kích cỡ nhất định.

Máy khoan kim loại được chia thành nhiều loại:
GOST 4010-77, 886-77 và 10902-77 quy định việc phân loại mũi khoan theo chiều dài và đường kính.
Cách chọn máy khoan cho thủy tinh hoặc gốm sứ
Những người thợ thủ công chuyên nghiệp trong bộ sưu tập của họ có máy khoan cho mọi vật liệu: gạch và bê tông, kim loại và nhựa, máy khoan kim cương cho thủy tinh và gốm sứ. Thủy tinh là một vật liệu cực kỳ nguy hiểm và đòi hỏi phải sử dụng máy khoan chất lượng cao và bền. Bề mặt thủy tinh và gốm có thể được gia công bằng mũi khoan phủ kim cương ở đầu làm việc. Chất lượng của các sản phẩm đó được xác định bởi phương pháp sản xuất của họ. Các mũi khoan mỏng nhất và rẻ tiền nhất được chế tạo bằng phương pháp mạ điện. Các dụng cụ mạnh hơn được sản xuất bằng quy trình bột. Chúng được phân biệt bởi độ bền và độ ổn định. Máy khoan có độ bền cao, tương đối rẻ tiền với độ mài mòn tăng được sản xuất bằng phương pháp chân không hiện đại.

Để khoan một lỗ trên bề mặt kính, bạn cần phải có kỹ năng tốt. Quá trình lâu dài và khó khăn này được thực hiện một cách trơn tru và chậm rãi ở tốc độ tối đa mà không cần áp lực, chỉ với một mũi khoan kim cương được gắn thẳng đứng. Lỗ phải được làm ẩm liên tục bằng nước để làm mát. Hành động này giống như gãi một lỗ bằng hạt kim cương.
Nếu bạn có nó trong tay công cụ cần thiết và tập trận đúng kích cỡ, bất kì công việc cải tạo sẽ diễn ra nhanh chóng và hiệu quả.
Trong một số trường hợp cần phải có các lỗ hình vuông. Các phương pháp thông thường không hiệu quả và cồng kềnh. Nguyên thủy nhất trong số đó là khoan sơ bộ một lỗ có đường kính bằng hình tròn nội tiếp trong hình vuông và dần dần đục lỗ ra. Bạn sẽ cần một công cụ có thể hoạt động mà không cần xoay đầu công cụ, cũng như một bộ chuyển đổi đặc biệt. Sẽ dễ dàng hơn khi sử dụng cái gọi là máy khoan "vuông" (máy khoan Watts), hay chính xác hơn là máy cắt.
Một chút lịch sử với hình học
Trở lại thế kỷ 15, huyền thoại Leonardo da Vinci, khi nghiên cứu các tính chất của các hình hình học, đã thu hút sự chú ý đến cái gọi là đối tượng hình học có độ dày bằng nhau. Có những con số như vậy tập vô hạn, nhưng đơn giản nhất - ngoài hình tròn - là hình tam giác tròn, có thể tạo thành như sau. Vẽ một tam giác đều, mỗi góc của tam giác đó được nối với nhau bằng một cung tròn vẽ từ tâm phía đối diện. Điểm đặc biệt của một tam giác như vậy là tất cả các cạnh của nó sẽ có chiều rộng không đổi, bằng độ dài cạnh ban đầu tam giác đều.
L. Euler đã thu được lợi ích thực tế từ thực tế này, người mà ba thế kỷ sau đã chứng minh được phép quay của một tam giác tròn như vậy: đầu tiên là xung quanh trục riêng, và sau đó có một số điểm lệch tâm, vì cơ chế cardan đã được khoa học và công nghệ thời đó biết đến.
Thậm chí đi sâu hơn vào sử dụng thực tế con số này đã đi kỹ sư người đức F. Reuleaux, người đã thu hút sự chú ý đến thực tế là quỹ đạo của các góc của một tam giác chuyển động với theo những cách nhất định vòng quay của nó rất gần với hình vuông. Tuy nhiên, chỉ trực tiếp tại các góc của hình vuông, bề mặt bên ngoài mới mô tả một cung có bán kính nhỏ. Trong tài liệu kỹ thuật hiện đại tam giác đồng dạng

gọi là tam giác Reuleaux, mặc dù hình này thực tế không còn góc nào nữa. Một vài thập kỷ nữa sẽ trôi qua và người Anh G. Watts sẽ nghĩ ra một thiết bị có thể cung cấp quỹ đạo vuông đảm bảo cho một dụng cụ cắt kim loại. Giải pháp kỹ thuật
Máy khoan Watts đã được cấp bằng sáng chế vào năm 1916, và một năm sau đó việc sản xuất hàng loạt những công cụ như vậy bắt đầu.
Khoan hay cắt?
Cái nào đúng hơn? Nếu chúng ta chuyển sang động học chuyển động của một dụng cụ cắt như vậy (để rõ ràng, bạn có thể sử dụng sơ đồ trong Hình 1), bạn sẽ thấy rằng việc loại bỏ kim loại sẽ chỉ được thực hiện bởi bề mặt bên, và sẽ không có một mặt phẳng cắt, giống như với máy khoan thông thường, nhưng có bốn mặt phẳng cắt, điển hình hơn cho máy cắt.
Tuy nhiên, một chuyển động quay duy nhất sẽ không đủ để thu được một lỗ vuông. Đơn giản tính toán toán học(không được đưa ra trong bài viết này) chỉ ra: để một “máy khoan” lỗ vuông thực hiện chức năng của nó, trong quá trình vận hành nó phải mô tả không chỉ chuyển động quay chính của lưỡi cắt mà còn cả chuyển động lắc lư của mũi khoan/ cắt quanh một trục nhất định. Cả hai phong trào phải được thực hiện lẫn nhau hướng ngược lại.

Hình 1 – Tam giác Reuleaux: a) – cách xây dựng; b) trình tự xoay để thu được lỗ hình vuông.
Vận tốc góc của cả hai phép quay được xác định khá đơn giản. Nếu lấy tần số quay của trục khoan (hoặc máy khoan búa) làm tham số f thì tốc độ 0,625f là đủ để trục quay dao động quay quanh trục của chính nó. Trong trường hợp này, trục chính bị kẹp giữa trục làm việc và bánh dẫn động, làm cho máy khoan/máy cắt dao động trong thiết bị kẹp với tốc độ dư.
(1 – 0,625)f = 0,375f.
Tốc độ quay của dao cắt thu được có thể được xác định chính xác hơn bằng cách sử dụng đặc tính kỹ thuật khoan/búa, nhưng rõ ràng là nó sẽ thấp hơn nhiều so với mục đích thiết kế ban đầu của công cụ này. Vì vậy, việc thu được một lỗ vuông sẽ có năng suất thấp hơn.
Thiết kế và nguyên lý hoạt động
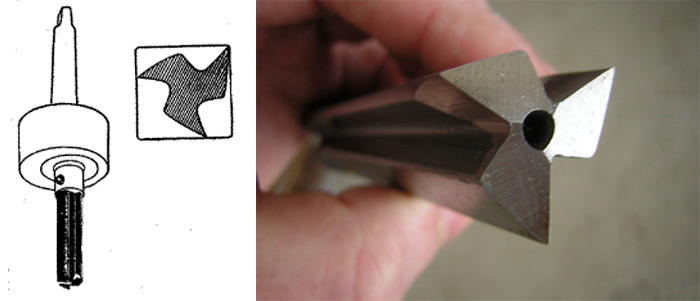
Không thể trực tiếp sử dụng dao cắt/khoan để tạo các lỗ vuông có tiết diện tam giác Reuleaux - cần có các rãnh để loại bỏ phoi tạo thành.
Do đó (xem Hình 2), mặt cắt của bộ phận làm việc của dụng cụ là hình được mô tả ở trên, từ đó ba nửa hình elip được cắt ra. Trong trường hợp này, ba mục tiêu được thực hiện: mô men quán tính của máy khoan và tải trọng lên trục chính giảm và khả năng cắt của dao cắt được tăng lên.

Hình 2 - Profile thực tế của bộ phận làm việc của dụng cụ
Thiết kế của công cụ này như sau. Thực ra, bộ phận làm việc bao gồm một bề mặt làm việc được sử dụng để loại bỏ các rãnh loại bỏ kim loại và phoi. Mũi khoan cắt lỗ vuông được làm từ thép U8 và được tôi cứng đến độ cứng HRC 52...56. Đặc biệt khi điều kiện khó khăn Trong quá trình vận hành sử dụng sản phẩm làm bằng thép hợp kim X12 có độ cứng HRC 56…60.
Với nguồn cung cấp chất làm mát thông thường và do nhiệt độ tương đối thấp trong khu vực xử lý, tuổi thọ của dụng cụ sẽ cao. Hơn thiết kế phức tạp
- có một trục chuyển đổi. Nó bao gồm:
- Khung.
- Bánh răng vòng.
- Chỗ ngồi cho trục chính (nếu dụng cụ được lắp vào đầu dụng cụ của máy cắt kim loại thì bộ chuyển đổi có dạng hình nón Morse).
- Thiết bị truyền động.
- Trục chính.
- Ăn khớp bánh răng với vành răng.

Ống lót dao động.
Đối với các thiết bị gia dụng, nhà sản xuất máy cắt/khoan lỗ vuông cung cấp các khung phía trên được kết nối bằng bộ truyền động cardan với mâm cặp và truyền chuyển động lệch tâm cho dụng cụ cắt. Độ dày của khung này xác định độ sâu của lỗ kết quả.
- Để kết nối thiết bị với mâm cặp máy, cũng cần có bộ chuyển đổi đặc biệt. Nó bao gồm:
- Trường hợp.
- Thân nổi.
- Vòng lắc lư.
- Ống lót có thể thay thế cho hộp mực của các máy gia công kim loại khác nhau.
- Vít gắn.
Bóng hỗ trợ. Vìứng dụng thực tế
Đối với công cụ được đề cập, chỉ cần cung cấp cho trục chính của thiết bị chính theo hướng yêu cầu là đủ. Máy phay và máy tiện chuốt thích hợp để tạo các lỗ vuông bằng thiết bị như vậy.
Các phương pháp thay thế để tạo lỗ vuông
Nhược điểm của máy khoan Watts là sự hiện diện của các cung bán kính ở các góc của hình vuông, điều này không phải lúc nào cũng được chấp nhận. Ngoài ra, mũi khoan lỗ vuông được chế tạo bằng tam giác Reuleaux không thể xử lý phôi dày.
- Trong những trường hợp như vậy, bạn có thể sử dụng công nghệ ăn mòn điện/laser, và cách dễ dàng hơn là sử dụng hàn hoặc dập.
- Bộ chày dành cho lỗ vuông được sản xuất với nhiều kích thước ngang lên tới 70×70 mm bằng kim loại với độ dày lên tới 12...16 mm. Bộ sản phẩm bao gồm:
- Người giữ cú đấm cho cú đấm.
- Ống lót dẫn hướng.
Điểm dừng hành trình vòng.
Ma trận. Có thể sử dụng kích thủy lực để tác dụng lực lên chày. Lỗ đục lỗ được phân biệt bằng độ sạch của các cạnh tạo thành, cũng như không có gờ. Đặc biệt, một công cụ tương tự được sản xuất bởi nhãn hiệu Veritas (Canada). sử dụng biến tần hàn, một lỗ vuông có thể được đốt xuyên qua một phần thép. Với mục đích này, một lỗ tròn được khoan trước (có dự trữ) trong phôi, sau đó chèn một hình vuông làm bằng than chì EEG hoặc MPG có kích thước yêu cầu vào đó, sau đó nó được nung dọc theo đường viền. Than chì được loại bỏ và một lỗ vuông vẫn còn trong sản phẩm. Nếu cần thiết, nó có thể được làm sạch và chà nhám.
Làm thế nào để khoan một lỗ hình tròn, hầu như ai cũng biết nhưng không phải ai cũng biết về máy khoan lỗ vuông. Trong khi đó, bạn có thể khoan một lỗ hình vuông cả trên các sản phẩm gỗ mềm và các bộ phận kim loại cứng hơn. Để giải quyết vấn đề này, hãy sử dụng công cụ đặc biệt và các thiết bị, nguyên lý hoạt động dựa trên tính chất của các hình dạng hình học đơn giản nhất.
Nguyên lý hoạt động và thiết kế
Để khoan một lỗ vuông, người ta thường sử dụng máy khoan Watts, thiết kế của nó dựa trên điều này hình hình học, giống như tam giác Reuleaux. Một trong những tính năng quan trọng nhất một hình như vậy đại diện cho diện tích giao nhau của ba vòng tròn bằng nhau, như sau: nếu một cặp đường tham chiếu song song được vẽ thành một tam giác như vậy thì khoảng cách giữa chúng sẽ luôn không đổi. Do đó, nếu bạn di chuyển tâm của tam giác Reuleaux dọc theo một quỹ đạo được mô tả bởi bốn cung elip, các đỉnh của nó sẽ vẽ một hình vuông gần như hoàn hảo, chỉ có các đỉnh hơi tròn.

Các đặc tính độc đáo của tam giác Reuleaux giúp tạo ra các mũi khoan cho các lỗ vuông. Điểm đặc biệt của việc sử dụng một công cụ như vậy là trục quay của nó không được giữ nguyên mà di chuyển dọc theo quỹ đạo được mô tả ở trên. Đương nhiên, chuyển động này sẽ không bị cản trở bởi hộp mực thiết bị. Khi sử dụng máy khoan như vậy và thiết bị tương ứng, sẽ thu được một lỗ vuông với độ đều và đều hoàn hảo. các cạnh song song, nhưng có các góc hơi tròn. Diện tích các góc như vậy không được xử lý bằng dụng cụ chỉ bằng 2% diện tích của toàn bộ hình vuông.
Hình tượng đơn giản nhất của trăm dương shi-ri-na sẽ giúp chúng ta khoan những lỗ vuông. Nếu bạn di chuyển tâm của “tam giác” này theo một quỹ đạo nhất định, thì các đỉnh của nó sẽ được vẽ gần giống như một hình vuông và anh ta sẽ quét toàn bộ khu vực bên trong hình rạng rỡ.
Các cạnh của hình tốt nhất, ngoại trừ những phần nhỏ ở các góc, sẽ hoàn toàn thẳng ! Và nếu bạn tiếp tục sống từ việc cắt, thì bạn sẽ thấy các góc, kết quả sẽ chính xác là một hình vuông.
Để được mô tả ở trên, tâm của hình tam giác Re-lo cần phải được di chuyển dọc theo quỹ đạo, rõ ràng là la-yu-shchey-glue-coy từ bốn cung một đối một của cú el-lip. Tâm của các hình elip nằm ở đỉnh của hình vuông và dọc theo trục, hợp với một góc $45^\circ$ so với-but-si-tel-nhưng các cạnh của hình vuông bằng $k\ cdot(1+1/\sqrt3)/2$ và $k\cdot(1-1/\sqrt3)/ 2$, trong đó $k$ là chiều dài một trăm mét vuông.
Các góc cong, tròn cũng xuất hiện dưới dạng du-ga-mi el-lip-sov với tâm ở các góc của hình vuông , nửa trục của chúng tạo một góc $45^\circ$ tính từ các cạnh của hình vuông và bằng $ k\cdot(\sqrt3+ 1)/2$ và $k\cdot(1/\sqrt3-1)/2$.
Diện tích của các góc vô hình chỉ bằng khoảng 2% diện tích của toàn bộ hình vuông!
Bây giờ, nếu bạn thực hiện một mũi khoan theo dạng Re-lo hình tam giác, thì bạn có thể khoan các lỗ vuông với một chút -đi-vòng-góc-của-tôi, nhưng ab-so-lyut-nhưng thẳng-chúng ta -một trăm dặm!
Việc còn lại chỉ là làm cái mũi khoan đó... Hay nói đúng hơn là tự làm cái mũi khoan đó không khó, bạn chỉ cần nhét vừa vào đây là hình tam giác Re-lo, và các cạnh cắt của con cú trùng với phần ngọn của nó .
Khó khăn nằm ở chỗ, như đã đề cập ở trên, đường chéo của tâm mũi khoan phải là -một trăm bốn cung của cú e-lip. Vi-zu-al-nhưng đường cong này rất giống với một hình tròn và thậm chí ma-te-ma-ti-che-ski gần với nó, nhưng nó vẫn không phải là một hình tròn. Và tất cả ex-cen-tri-ki (một vòng tròn được đặt trên một vòng tròn của một ra-di-u-sa khác với tâm đã dịch chuyển), sử dụng-sử dụng- Chúng thuộc về công nghệ, chúng cho phép chuyển động hoàn toàn trong một vòng tròn.
Năm 1914, kỹ sư người Anh Harry James Watts đã tìm ra cách bố trí một mũi khoan như vậy. Trên bề mặt, anh ta đặt một mẫu dành cho người thuận tay phải với một đường cắt chuyên nghiệp có dạng hình vuông, trong đó một mũi khoan di chuyển, lắp vào một ổ cắm có “mũi khoan nổi tự do trong đó”. Bằng sáng chế cho loại pa-tron này đã được cấp cho một công ty bắt đầu sản xuất máy khoan Watts vào năm 1916.
Je-ro-la-mo CARDANO (1501 - 1576). Vào năm 1541, khi hoàng đế Charles V tri-um-fal-no bước vào Za-vo-e-van-ny Milan, hiệu trưởng trường Cao đẳng Vra - người mà Kar-da-no đang đi tiếp theo đến bal-da-khin. Để đáp lại niềm vinh dự, ông đề nghị trang bị cho thủy thủ đoàn hoàng gia trọng lượng của hai trục, không phải you-ve-det ka-re-tu từ go-ri-zon-tal-no-go po-lo-zhe -nya […]. Justice yêu cầu lưu ý rằng ý tưởng về một hệ thống như vậy đã có từ thời cổ đại và ít nhất trong “At-lan-ti-che-sky codex” Leo-nar-do da Vin-chi có một sự khác biệt su-nok su-do-vo-go com-pa-sa với kar -được đưa ra dưới sức nặng. Những công ty như vậy vào nửa đầu thế kỷ 16 dường như không có ảnh hưởng -I-niya Kar-da-no.
S. G. Gin-di-kin. Nói về vật lý và ma-te-ma-ti-kah.
Chúng tôi đang sử dụng một cấu trúc đã biết khác. Chúng tôi gắn chặt mũi khoan vào hình tam giác, đặt nó vào hình vuông trên khung bên phải. Sam-ma ram-ka fi-si-ru-et-sya trên máy khoan. Tất cả những gì còn lại bây giờ là chuyển chuyển động quay của mũi khoan sang ba góc của Re-lo.