Herkes bunu herhangi bir yoğunluktaki malzemede yapabilir. Peki ya kare bir deliğe ihtiyacınız varsa? Pek çok kişi, yumuşak, esnek bir ahşaba veya dayanıklı bir metal parçasına kare delik açmayı mantıksız bulacaktır. Watts matkap bu zor görevin üstesinden gelir.
Geometri ile tarih
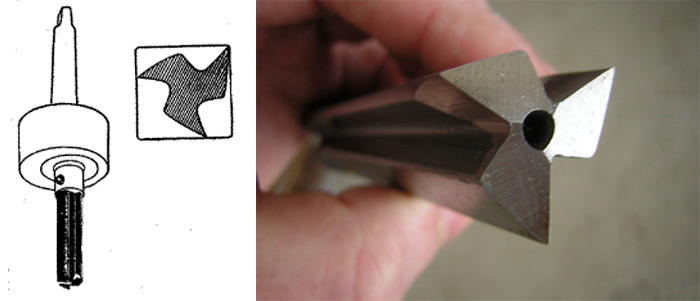
Bugün bile kare bir delik elde etmek için ustalar uygun çapta yuvarlak bir delik açıp özel aletlerle köşeleri deliyorlar. Bu işlem “kare” Watt'lı bir matkapla çok daha hızlı ve daha kolay gerçekleştirilebilir. Tasarımının temeli Reuleaux üçgenidir - bir figür kesişme noktasının oluşturduğuüç özdeş daire. Bu dairelerin yarıçapları kenara eşittir düzgün üçgen ve köşeleri dairelerin merkezleridir.
Şekil, ortaya çıkan üçgenin özelliklerini ayrıntılı olarak inceleyen ve bunları icatlarında uygulayan ilk kişi olduğu için Alman bilim adamı Franz Reuleaux'nun adını taşıyor. Ancak Reuleaux üçgeninin geometrisi, 13. yüzyılda Bruges'deki Meryem Ana Kilisesi'nin yapımında pencere şeklinde kullanılmıştır. İÇİNDE XVI'nın başı yüzyılda Leonardo Da Vinci dört Reuleaux üçgeni üzerinde bir “dünya haritası” çizdi. Bu rakam el yazmalarında ve Madrid Kodeksinde yer almaktadır. 18. yüzyılda yapılmış bir üçgen eşit yaylar üç daire gösterdi ünlü matematikçi Leonard Euler. 1916 yılında ABD'de çalışan İngiliz mühendis Harry Watts, bir freze bıçağı geliştirdi ve patentini aldı. kare delikler“yüzen” bir kartuşta.
Watt matkabın özellikleri
Eşsiz buluş neredeyse 2 mm'lik deliklerin elde edilmesini mümkün kılıyor doğru biçim: Karenin köşeleri küçük bir yarıçapla yuvarlanır. Kare bir deliğin ham alanı %2'yi geçmez. Ayırt edici özellik Watts üçgen matkabının avantajı, döndürüldüğünde merkezinin kavisli elipsoidal eğriler oluşturması ve geleneksel bir helezon matkap gibi hareketsiz durmamasıdır. Bu hareketle üçgenin köşeleri paralel, tamamen düz kenarları olan bir kare çizer. Böyle bir kesicinin aynası, hareketi engellemeyen özgün bir tasarıma sahiptir.
Kare delikler için matkap yapısı
Talaş oluştuğunda kesicinin bunları çıkaracak oluklara sahip olması gerekir. Watt matkabının çalışma kısmının profili, üç yarım elips kesilmiş bir Reuleaux üçgenidir.

Talaş kaldırmaya yönelik oluklara sahip bu tasarım aynı anda 3 sorunu çözer:
- Matkabın ataleti azalır.
- Matkabın kesme kabiliyeti arttırılır.
Tipik olarak, torna tezgahlarında veya freze makinelerinde kare delikler yapılır. Kare delikler için matkap, özel bir adaptörle makinenin aynasına sabitlenir. İçin ev kullanımı Kare kesiciler için üreticiler, kardan tahrikli aynaya bağlanan ve kesici takıma eksantrik hareketler sağlayan baş üstü çerçeveler sunmaktadır. Deliğin derinliği çerçevenin kalınlığına karşılık gelir.
Matkap çeliği
Günümüzde hızlı ve uzun süre çalışan yüksek kaliteli matkaplar, yüksek alaşımlı çelik kalitelerinden üretilmektedir. Bu tür alaşımlar bileşimlerinde %10'dan fazla tungsten, krom, vanadyum ve molibden gibi alaşım katkı maddeleri içerir. Çeşitli yüzde elementler ve çeşitli yöntemler Sertleşen çelik, sertlik seviyesi, tokluk, darbe yükü direnci, maliyet ve diğer özellikler bakımından farklılık gösteren alaşımlar oluşturur.

Metal matkap uçları çeşitli nedenlerden dolayı en yaygın kullanılan elektrik sarf malzemesidir:
- Metal ürünler çoğunlukla sabitleme için delikler gerektirir: dişli bağlantılar, perçinler ve diğer bağlantı türleri.
- Ahşap gibi daha yumuşak malzemelerle çalışırken metal matkaplar da kullanılabilir.
- Bu tip bir ürünün üretim teknolojisi, matkapların üretim prensiplerine benzer. çeşitli yönler uygulamalar.
Rusya'da ve diğer birçok ülkede en büyük talep, tungsten ve molibden içeren R6M5 yüksek hız çeliğinden yapılmış matkaplardır. Alaşıma kobalt eklendiğinde veya matkaplar soğutma titanyum-nitrür püskürtme ile kaplandığında ürünlerin gücü ve fiyatı önemli ölçüde artar.
metal ürünler için
Metal matkaplar, bronz, dökme demir, bakır, çeşitli kalitelerde çelik, sermet ve diğer malzemelerden yapılmış ürünlerde delik açmak için kullanılır. Sert, kesilmesi zor çeliği delmek için kobalt ilaveli yüksek mukavemetli ürünler kullanılır. Çalışma sırasında talaşlar iki uzunlamasına oluk boyunca boşaltılır. Kuyruğun şekline göre bu tür aletler üç türe ayrılır:
- altıgen,
- konik,
- silindirik.

Konik saplı bir metal matkap kullanıldığında doğrudan makineye yerleştirilir. Altıgen ve silindirik saplar için özel bir ayna gereklidir.
Renge göre kalite tanımları
Herhangi bir malzeme için matkabın kalitesi öncelikle rengine göre belirlenir:
- Aşınma direnci arttırılmış aletler, üretimin son aşamasında buharla işlendiğinden siyah renktedir.
- Isıl işlem görmüş ürünlerde iç gerilim karşı oldukça dirençlidirler. yüksek sıcaklıklar ve karbür çeliklerle çalışırken deforme olmaz. Bu matkapların hafif altın rengi bir tonu vardır.
- En kaliteli ve dayanıklı olanları parlak altın rengine sahiptir. Sürtünmeyi azaltan titanyum nitrür ile kaplanmıştır.
- Düzenli işlenmemiş matkap uçları gri sahip olmak asgari süre operasyon ve en düşük fiyat.
Boyut aralığı
Metal matkapların çalışma boyutları modern üreticiler tarafından geniş bir yelpazede sunulmaktadır. GOST, bu tür ürünlerin belirli boyutlara göre türlere ayrılmasını sağlar.

Metal matkaplar birkaç kategoriye ayrılır:
GOST 4010-77, 886-77 ve 10902-77, matkapların uzunluk ve çapa göre sınıflandırılmasını düzenler.
Cam veya seramik için matkap nasıl seçilir
Profesyonel ustaların koleksiyonlarında her malzeme için matkaplar bulunur: tuğla ve beton, metal ve plastik, cam ve seramik için elmas matkap. Cam son derece kaprisli bir malzemedir ve kaliteli ve dayanıklı bir matkap kullanılmasını gerektirir. Cam ve seramik yüzeyler çalışma ucunda elmas kaplı matkap uçları ile işlenebilir. Bu tür ürünlerin kalitesi, üretim yöntemine göre belirlenir. En ince ve en ucuz matkaplar galvanik yöntem kullanılarak yapılır. Toz işlemi kullanılarak daha güçlü aletler üretilir. Dayanıklılık ve stabilite ile ayırt edilirler. Modern vakum yöntemi kullanılarak, aşındırıcılığı arttırılmış, nispeten ucuz, yüksek mukavemetli matkaplar üretilmektedir.

Cam yüzeye delik açmak için iyi becerilere sahip olmanız gerekir. Bu uzun ve zahmetli işlem, yalnızca tam olarak dikey olarak monte edilmiş bir elmas matkapla, basınçsız, maksimum hızda sorunsuz ve yavaş bir şekilde gerçekleştirilir. Deliğin soğutulması için sürekli olarak suyla nemlendirilmesi gerekir. Bu eylem daha çok elmas taneleriyle bir delik açmaya benziyor.
Eğer elinizde varsa gerekli araçlar ve matkaplar doğru boyut, herhangi yenileme çalışması hızlı ve verimli bir şekilde gerçekleşecektir.
Bazı durumlarda kare şeklinde delikler elde etmek gerekebilir. Geleneksel yöntemler verimsiz ve hantaldır. Bunlardan en ilkel olanı, bir kare içine yazılan daireye eşit çapta bir deliğin ön delinmesi ve yavaş yavaş delinmesiyle ilgilidir. Alet kafasını döndürmeden çalışabilen bir alete ve özel bir adaptöre ihtiyacınız olacaktır. Sözde "kare" matkap (Watt matkap) veya daha doğrusu bir kesici kullanmak daha kolaydır.
Geometri ile küçük bir tarih
15. yüzyılda efsanevi Leonardo da Vinci geometrik şekillerin özelliklerini incelerken sözde dikkat çekti. geometrik nesneler eşit kalınlıkta. Böyle rakamlar var sonsuz küme ancak en basiti - bir dairenin yanı sıra - oluşturulabilen yuvarlak bir üçgendir. aşağıdaki gibi. Her köşesi merkezden çizilen bir daire yayı ile birbirine bağlanan bir eşkenar üçgen çizilir. karşı taraf. Böyle bir üçgenin özelliği tüm kenarlarının birbirine sahip olmasıdır. sabit genişlik orijinalin kenar uzunluğuna eşittir eşkenar üçgen.
L. Euler, üç yüzyıl sonra böylesine yuvarlak bir üçgenin dönüşünü gösteren bu gerçeğin pratik faydasını gördü: önce etrafında kendi ekseni ve sonra biraz tuhaflıkla, çünkü kardan mekanizması o zamanın bilimi ve teknolojisi tarafından zaten biliniyordu.
Daha da içine pratik kullanım bu rakam gitti Alman mühendis Hareketli bir üçgenin köşelerinin yörüngesinin şu şekilde olduğuna dikkat çeken F. Reuleaux belirli şekillerde dönüşü kareye çok yakındır. Dış yüzey yalnızca karenin doğrudan köşelerinde küçük yarıçaplı bir yay tanımlar. Modern teknik literatürde benzer üçgen

Reuleaux üçgeni olarak adlandırılıyor, ancak bu şeklin aslında artık herhangi bir açısı yok. Birkaç on yıl daha geçecek ve İngiliz G. Watts, metal kesme aleti için garantili kare yörünge sağlayabilecek bir cihaz bulacak. Teknik çözüm
Watt matkabının patenti 1916'da alındı ve bir yıl sonra bu tür aletlerin seri üretimine başlandı.
Matkap mı yoksa kesici mi?
Hangisi daha doğru? Böyle bir kesici aletin hareket kinematiğine dönersek (açıklık sağlamak için Şekil 1'de gösterilen diyagramı kullanabilirsiniz), metal çıkarmanın yalnızca yan yüzey tarafından gerçekleştirileceğini ve olmayacağını göreceksiniz. geleneksel bir matkapta olduğu gibi bir kesme düzlemi, ancak kesiciler için daha tipik olan dört tane.
Ancak kare delik elde etmek için tek bir dönme hareketi yeterli olmayacaktır. Basit matematiksel hesaplamalar(bu makalede verilmemiştir) şunları göstermektedir: kare bir delik için bir “matkabın” işlevini yerine getirebilmesi için, çalışma sırasında yalnızca kesici kenarın ana dönme hareketini değil aynı zamanda matkabın sallanma hareketini de tanımlaması gerekir. Belirli bir eksen etrafında kesici. Her iki hareket karşılıklı olarak yapılmalıdır zıt yönler.

Şekil 1 – Reuleaux Üçgeni: a) – inşaat; b) bir delik elde etmek için dönüş sırası kare şekli.
Açısal hız Her iki rotasyonun değeri oldukça basit bir şekilde belirlenir. Matkap milinin (veya darbeli matkabın) dönme frekansını f parametresi olarak alırsak, iş milinin kendi ekseni etrafında salınımlı dönüşü için 0,625f'lik bir hız yeterlidir. Bu durumda iş mili ekseni, çalışma mili ile tahrik tekerleği arasında sıkıştırılır ve matkap/kesicinin sıkıştırma cihazında artık bir hızla salınmasına neden olur.
(1 – 0,625)f = 0,375f.
Ortaya çıkan kesici dönüş hızı kullanılarak daha doğru bir şekilde belirlenebilir. teknik özellikler matkap/çekiç, ancak aletin orijinal olarak tasarlandığı şeyden çok daha düşük olacağı açıktır. Bu nedenle kare delik elde etmek daha az verimlilikle gerçekleşecektir.
Tasarım ve çalışma prensibi
Reuleaux üçgen profiline sahip kare delikler için doğrudan bir kesici/matkap kullanmak imkansızdır - ortaya çıkan talaşları çıkarmak için oluklara ihtiyaç vardır.
Bu nedenle (bkz. Şekil 2), aletin çalışma kısmının profili yukarıda açıklanan ve üç yarım elipsin kesildiği şekildir. Bu durumda üç hedef gerçekleştirilir: matkabın atalet momenti ve fener mili üzerindeki yük azaltılır ve kesicinin kesme yeteneği artar.

Şekil 2 - Aletin çalışan kısmının gerçek profili
Aracın tasarımı aşağıdaki gibidir. Aslında, çalışma kısmı metal ve talaş kaldırma oluklarını çıkarmak için kullanılan bir çalışma yüzeyi içerir. Kare delikler için kesici matkap U8 çelikten yapılmıştır ve HRC 52...56 sertliğine kadar sertleştirilmiştir. Özellikle ne zaman zor koşullarİşletme sırasında sertliği HRC 56…60 olan X12 alaşımlı çelikten yapılmış ürünler kullanılmaktadır.
Normal soğutma sıvısı beslemesi ve işleme bölgesindeki nispeten düşük sıcaklıklar nedeniyle takım ömrü yüksektir. Daha karmaşık tasarım
- adaptör miline sahiptir. Şunları içerir:
- Çerçeve.
- Halka dişli.
- Ana iş mili için bir yuva (alet bir metal kesme makinesinin takım kafasına takılıysa, adaptör bir Mors konisi şeklindedir).
- Sürüş dişlisi.
- Ana iş mili.
- Dişlilerin halka dişli ile birbirine geçirilmesi.

Salınımlı burç.
Ev aletleri için, kare deliklere yönelik kesici/matkap üreticileri, bir kardan tahrikiyle aynaya bağlanan ve kesici alete eksantrik hareketler sağlayan baş üstü çerçeveler sunmaktadır. Bu çerçevenin kalınlığı ortaya çıkan deliğin derinliğini belirler.
- Cihazı makine aynasına bağlamak için özel bir adaptör de gereklidir. Şunlardan oluşur:
- Vakalar.
- Yüzen sap.
- Sallanan halka.
- Çeşitli metal işleme makinelerinin kartuşları için değiştirilebilir burçlar.
- Montaj vidaları.
Destek topları. İçin pratik uygulama
Söz konusu takım için ana ekipmanın iş miline gerekli yönde besleme verilmesi yeterlidir. Broşlama freze makineleri ve torna tezgahları bu tür ekipmanları kullanarak kare delik açmaya uygundur.
Kare Delik Açmanın Alternatif Yöntemleri
Watt matkaplarının dezavantajı, karenin köşelerinde her zaman kabul edilemeyen yarıçap yaylarının varlığıdır. Ayrıca Reuleaux üçgeni kullanılarak yapılan kare delik matkapları kalın iş parçalarını işleyemez.
- Bu gibi durumlarda elektro-aşındırıcı/lazer teknolojilerini kullanabileceğiniz gibi, daha kolay olan kaynak veya damgalamayı da kullanabilirsiniz.
- Kare delikler için zımba setleri, 12...16 mm kalınlığa kadar metalde 70x70 mm'ye kadar enine boyutlarda üretilmektedir. Kit şunları içerir:
- Zımba için zımba tutucusu.
- Kılavuz burç.
Halka seyahat durağı.
Matris. Zımbaya kuvvet uygulamak için bir hidrolik kriko kullanılabilir. Delinmiş delik, ortaya çıkan kenarların temizliği ve çapakların olmaması ile ayırt edilir. Benzer bir araç, özellikle Veritas ticari markası (Kanada) tarafından üretilmektedir. Bir kaynak invertörü kullanılarak çelik bir parça boyunca kare bir delik açılabilir. Bu amaçla, iş parçasında önceden yuvarlak bir delik açılır (bir rezerv ile), daha sonra içine gerekli boyutta EEG veya MPG dereceli bir grafit karesi yerleştirilir ve ardından kontur boyunca haşlanır. Grafit çıkarılır ve üründe kare bir delik kalır. Gerektiğinde temizlenip zımparalanabilir.
Bir delik nasıl açılır yuvarlak şekil, neredeyse herkes biliyor, ancak herkes kare delikler için bir matkabı bilmiyor. Bu arada hem yumuşak ahşap ürünlerde hem de daha sert metal parçalarda kare şeklinde delik açabilirsiniz. Bu sorunu çözmek için şunu kullanın: özel aletler ve çalışma prensibi en basit geometrik şekillerin özelliklerine dayanan cihazlar.
Çalışma prensipleri ve tasarım
Kare bir delik açmak için genellikle tasarımı buna dayanan bir Watt matkap kullanılır. geometrik şekil Reuleaux üçgeni gibi. Bir tanesi en önemli özelliklerüçün kesişim alanını temsil eden böyle bir rakam eşit daireler, şu şekildedir: Böyle bir üçgene bir çift paralel referans çizgisi çizilirse aralarındaki mesafe her zaman sabit olacaktır. Dolayısıyla, Reuleaux üçgeninin merkezini dört elipsoidal yay tarafından tanımlanan bir yörünge boyunca hareket ettirirseniz, köşeleri yalnızca hafif yuvarlatılmış köşeleri olan neredeyse mükemmel bir kare çizecektir.

Reuleaux üçgeninin benzersiz özellikleri, kare delikler için matkapların oluşturulmasını mümkün kıldı. Böyle bir aleti kullanmanın özelliği, dönme ekseninin yerinde kalmaması, yukarıda açıklanan yörünge boyunca hareket etmesidir. Doğal olarak bu hareketin ekipman kartuşu tarafından engellenmemesi gerekir. Böyle bir matkap ve ilgili ekipmanı kullanırken, mükemmel derecede eşit ve kare bir delik elde edilir. paralel kenarlar, ancak köşeleri hafif yuvarlatılmış. Bu tür köşelerin aletlerle işlenmeyen alanı, tüm karenin alanının yalnızca% 2'sidir.
Yüz yang shi-ri-na'nın en basit şekli kare delikler açmamızda bize yardımcı olacaktır. Bu "üçgenin" merkezini belirli bir yörünge boyunca hareket ettirirseniz, köşeleri neredeyse bir kare gibi çizilir ve parlak şeklin içindeki tüm alanı tarar.
En iyi şeklin kenarları, köşelerdeki küçük parçalar hariç, kesinlikle düz olacaktır! Ve kesimden yaşamaya devam ederseniz köşeleri göreceksiniz, o zaman sonuç tam olarak bir kare olacaktır.
Yukarıda açıklanabilmesi için, üçgen Re-lo'nun merkezinin yörünge boyunca hareket ettirilmesi gerekir, açıkça la-yu-shchey-tutkal-cilveli el-dudak-baykuşların dört bire bir yayından. Elipslerin merkezleri karenin tepelerinde ve eksen boyunca, but-si-tel'den 45$^\circ$ açıyla bulunur, ancak karenin kenarları $k\'a eşittir. cdot(1+1/\sqrt3)/2$ ve $k\cdot(1-1/\sqrt3)/ 2$, burada $k$ yüz metrekarenin uzunluğudur.
Kavisli, yuvarlatılmış köşeler aynı zamanda karelerin köşelerinde merkezleri bulunan du-ga-mi el-lip-sov'lar olarak da görünür; bunların yarım eksenleri karenin kenarlarından 45$^\circ$ açı yapar ve $'a eşittir. k\cdot(\sqrt3+ 1)/2$ ve $k\cdot(1/\sqrt3-1)/2$.
Görünmez köşelerin alanı tüm karenin alanının yalnızca %2'si kadardır!
Şimdi, üçgen Re-lo şeklinde bir matkap yaparsanız, köşemden küçük bir dönüşle kare delikler açabilirsiniz, ancak abs-so-lyut-ama düz-biz -yüz mi!
Geriye kalan tek şey o matkabı yapmak... Daha doğrusu matkabı kendisi yapmak hiç de zor değil, sadece içine sığması gerekiyor buna Re-lo üçgeni ve baykuşların kesici kenarları üst kısımlarıyla birlikte .
Zorluk, yukarıda da belirtildiği gibi, matkabın merkezinin tra-ek-to-ria'sının yüz dört el-lip-baykuş yayını olması gerektiği gerçeğinde yatmaktadır. Vi-zu-al-ama bu eğri bir daireye çok benzer ve hatta ona yakın ma-te-ma-ti-che-ski ama yine de bir daire değildir. Ve tüm ex-cent-tri-ki (kaydırılmış merkezi olan başka bir ra-di-u-sa'nın dairesine yerleştirilmiş bir daire), kullanım-kullanım- Onlar teknolojidedir, kesinlikle bir daire içinde harekete izin verirler.
1914'te İngiliz mühendis Harry James Watts böyle bir sondajın nasıl düzenleneceğini buldu. Yüzeye, içinde bir matkabın hareket ettiği, içinde "serbest yüzen bir matkap" bulunan bir yuvaya yerleştirilmiş, kare şeklinde ön kesimli, sağ elle kullanılan bir şablon koyuyor. Böyle bir patronun patenti, 1916 yılında Watts matkapları üretmeye başlayan bir şirkete verildi.
Je-ro-la-mo CARDANO (1501 - 1576). 1541'de imparator Charles V tri-um-fal-no, Kar-da-no'nun yanında yürüdüğü Vra Koleji'nin rektörü Za-vo-e-van-ny Milan'a girdiğinde bal-da-khin'e. Onura yanıt olarak, kraliyet mürettebatına, go-ri-zon-tal-no-go po-lo-zhe'den you-ve-det ka-re-tu olmayan iki şaftın ağırlığıyla donatmayı teklif etti. -niya […]. Adalet, böyle bir sistem fikrinin antik çağlara dayandığını ve en azından “At-lan-ti-che-sky kodeksinde” Leo-nar-do da Vin-chi'nin bir rijitlik taşıdığını belirtmeyi talep ediyor. su-nok su-do-vo-go com-pa-sa ile kar -ağırlık altında verilir. Görünüşe göre 16. yüzyılın ilk yarısında bu tür comp-pa-sys'lerin etkisi yoktu -I-niya Kar-da-no.
S. G. Gin-di-kin. Fizik ve ma-te-ma-ti-kah hakkında konuşun.
Bilinen başka bir yapıyı kullanıyoruz. Matkabı sağ çerçevedeki bir kareye yerleştirerek üçgen şeklindeki yeniden locaya sağlam bir şekilde tutturuyoruz. Matkapta Sam-ma ram-ka fi-si-ru-et-sya. Şimdi geriye kalan tek şey matkabın dönüşünü Re-lo'nun üç köşesine aktarmak.