Секој може да го направи тоа во материјал со која било густина. Но, што ако ви треба квадратна дупка? Многу луѓе ќе сметаат дека е неверојатно да можат да дупчат квадрат во меко, еластично дрво или во парче издржлив метал. Дупчалката Ватс се справува со оваа тешка задача.
Историја со геометрија
И денес, за да се добие квадратна дупка, занаетчиите дупчат тркалезна дупка со соодветен дијаметар и ги пробиваат аглите со специјални алатки. Оваа операција може да се изврши многу побрзо и полесно со дупчалка „квадратна“ Ватс. Основата на неговиот дизајн е триаголникот Reuleaux - фигура формирана од пресекот на три идентични кругови. Радиусите на овие кругови се еднакви на страната на правилен триаголник, а неговите темиња се центрите на круговите.
Фигурата го носи името на германскиот научник Франц Реуле, бидејќи тој беше првиот што детално ги проучувал својствата на добиениот триаголник и ги применил во неговите пронајдоци. Сепак, геометријата на триаголникот на Реуло била користена во облик на прозорци во изградбата на црквата Пресвета Богородица во Бриж уште во 13 век. На почетокот на 16 век, Леонардо да Винчи ја прикажа „мапата на светот“ на четири триаголници на Reuleaux. Оваа бројка се појавува во неговите ракописи и во Мадридскиот кодекс. Во 18 век, триаголник направен од еднакви лакови од три кругови беше демонстриран од познатиот математичар Леонхард Ојлер. Во 1916 година, англискиот инженер кој работел во САД, Хари Вотс, развил и патентирал секач за квадратни дупки во „лебдечка“ чак.
Карактеристики на вежбата Ватс
Уникатен изум овозможува да се добијат дупки со речиси правилна форма: аглите на плоштадот се заоблени со мал радиус. Суровата површина на квадратна дупка не надминува 2%. Карактеристична карактеристика на триаголната дупчалка Watts е тоа што кога се ротира, нејзиниот центар опишува лачна елипсоидна крива, наместо да стои мирно како традиционална дупчалка за вртење. Со ова движење, темињата на триаголникот цртаат квадрат со паралелни, совршено прави страни. Чак за таков секач има оригинален дизајн кој не го попречува движењето.
Структура на дупчење за квадратни дупки
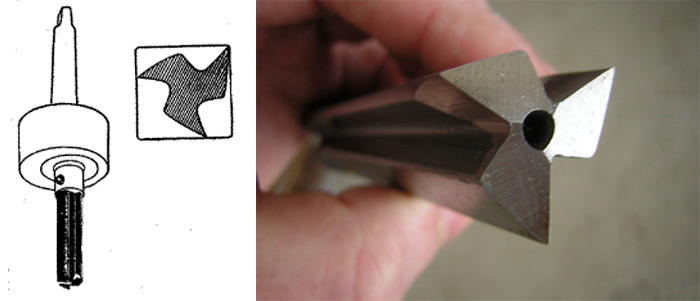
Кога се формираат чипови, секачот мора да има жлебови за да ги отстрани. Профилот на работниот дел од вежбата Watts е триаголник на Reuleaux со три половини елипсови исечени од него.

Овој дизајн со жлебови за отстранување на чипови решава 3 проблеми истовремено:
- Инерцијата на вежбата е намалена.
- Способноста за сечење на дупчалката е зголемена.
Вообичаено, квадратните дупки се прават на стругови или машини за глодање. За домашна употреба на квадратен секач, производителите нудат надземни рамки што се поврзуваат со карданската погонска чашка и даваат ексцентрични движења на алатот за сечење. Длабочината на дупката одговара на дебелината на рамката.
Дупчалка челик
Денес, висококвалитетните дупчалки кои работат брзо и долго време се направени од високолегиран челик. Во својот состав, таквите легури содржат повеќе од 10% адитиви за легирање, како што се волфрам, хром, ванадиум и молибден. Различни проценти на елементи и различни методи на стврднување на челик формираат легури кои се разликуваат по нивоата на цврстина, цврстина, отпорност на оптоварување на удар, цена и други карактеристики.

Металните дупчалки се најкористениот електричен потрошен материјал поради неколку причини:
- Металните производи најчесто бараат дупки за прицврстување: приклучоци со навој, нитни и други видови приклучоци.
- Металните дупчалки може да се користат и при работа со помеки материјали, како дрво.
- Технологијата на производство за овој тип на производи е слична на принципите за производство на дупчалки за различни примени.
Во Русија и во многу други земји, најголема побарувачка има за дупчалки од челик со голема брзина R6M5, кој содржи волфрам и молибден. Јачината и цената на производите значително се зголемуваат кога се додава кобалт во легурата или кога дупчалките се премачкуваат со разладување на титаниум-нитрид.
за метални производи
Металните дупчалки се користат за правење дупки во производи изработени од бронза, леано железо, бакар, челик од различни оценки, кермети и други материјали. За дупчење цврст, тешко сече челик се користат производи со висока цврстина со додавање на кобалт. За време на работата, чиповите се испуштаат по два надолжни жлебови. Врз основа на обликот на опашката, таквите инструменти се поделени во три вида:
- шестоаголна,
- конусна,
- цилиндричен.

Метална дупчалка со конусно стебло се вметнува директно во машината кога се користи. Потребна е посебна чак за хексазни и цилиндрични стебла.
Дефиниции за квалитет по боја
Квалитетот на вежба за кој било материјал се одредува првенствено од неговата боја:
- Алатките со зголемена отпорност на абење се со црна боја, бидејќи се третираат со пареа во последната фаза на производство.
- Термички обработените производи немаат внатрешен стрес, се високо отпорни на високи температури и не се деформираат при работа со карбидни челици. Овие дупчалки имаат малку златна нијанса.
- Најквалитетните и издржливите имаат светла златна боја. Тие се обложени со титаниум нитрид што го намалува триењето.
- Редовните нетретирани сиви дупчалки имаат најкраток работен век и најниска цена.
Опсег на големини
Работните големини на метални дупчалки се претставени од современи производители во широк опсег. ГОСТ предвидува поделба на таквите производи на типови во согласност со одредени големини.

Металните дупчалки се поделени во неколку категории:
ГОСТ 4010-77, 886-77 и 10902-77 ја регулираат класификацијата на вежбите по должина и дијаметар.
Како да изберете вежба за стакло или керамика
Професионалните мајстори во својата колекција имаат дупчалки за секој материјал: тула и бетон, метал и пластика, дијамантска дупчалка за стакло и керамика. Стаклото е исклучително каприциозен материјал и бара употреба на висококвалитетна и издржлива вежба. Стаклените и керамичките површини може да се обработуваат со дупчалки обложени со дијамант на работниот крај. Квалитетот на таквите производи се одредува според начинот на нивното производство. Најтенките и најевтините дупчалки се направени со галвански метод. Посилните инструменти се произведуваат користејќи го процесот на прав. Тие се одликуваат со издржливост и стабилност. Релативно евтини дупчалки со висока јачина со зголемена абразивност се произведуваат со помош на современиот вакуумски метод.

За да вежбате дупка во стаклена површина, треба да имате добри вештини. Овој долг и макотрпен процес се изведува непречено и бавно со максимална брзина без притисок, само со дијамантска дупчалка монтирана строго вертикално. Дупката мора постојано да се навлажнува со вода за да се излади. Оваа акција е повеќе како гребење дупка со зрна од дијаманти.
Ако ги имате при рака потребните алатки и дупчалки со вистинска големина, секоја поправка ќе биде завршена брзо и ефикасно.
Речиси секој знае како да дупчат тркалезна дупка, но не секој знае за вежба за квадратни дупки. Во меѓувреме, можете да дупчите дупка во форма на квадрат и во производи од меко дрво и во поцврсти метални делови. За да се реши овој проблем, се користат специјални алатки и уреди, чиј принцип на работа се заснова на својствата на наједноставните геометриски форми.
Работни принципи и дизајн
Со цел да се издупчи квадратна дупка, обично се користи дупчалка Вотс, чиј дизајн се заснова на геометриска фигура како што е триаголникот на Reuleaux. Една од најважните карактеристики на таква фигура, која ја претставува областа на пресек на три еднакви кругови, е следново: ако пар паралелни референтни линии се нацртани на таков триаголник, тогаш растојанието меѓу нив секогаш ќе биде постојана. Така, ако го поместите центарот на триаголникот на Рело по траекторија опишана со четири елипсоидни лаци, неговите темиња ќе нацртаат речиси совршен квадрат, со само малку заоблени темиња.

Уникатните својства на триаголникот Reuleaux овозможија да се создадат дупчалки за квадратни дупки. Особеноста на користењето на таква алатка е дека оската на нејзината ротација не треба да остане на место, туку да се движи по траекторијата опишана погоре. Природно, ова движење не треба да биде попречено од кертриџот на опремата. При користење на ваква дупчалка и соодветна опрема, се добива квадратна дупка со совршено прави и паралелни страни, но со малку заоблени агли. Областа на таквите агли кои не се обработуваат со алатки е само 2% од површината на целиот плоштад.
Изработка на уред за дупчење квадратни дупки
Користејќи дупчалки Watts, кои работат на принципот на триаголникот Reuleaux, можете да вежбате квадратни дупки во металните работни парчиња дури и на обична машина што не е опремена со специјални додатоци. За да создадете квадратна дупка во дрвен дел, можете да користите редовна вежба, но за ова мора да биде опремена со дополнителни уреди.
Можете да направите едноставен уред кој ви овозможува да вежбате квадратни дупки во дрвени празни места користејќи ги следните препораки.
- За почеток, користејќи лист од иверица или дрвена табла со мала дебелина, треба да го направите самиот триаголник Reuleaux, чии геометриски параметри мора да одговараат на дијаметарот на употребената вежба Вотс.
- Вежбата мора да биде цврсто фиксирана на површината на произведениот триаголник.
- За да може триаголникот на Reuleaux и вежбата прикачена на него да се движат по потребната траекторија, неопходно е да се направи дрвена рамка за водич. Во внатрешноста на рамката треба да исечете квадрат со геометриски параметри кои целосно одговараат на димензиите на дупката што ќе ја дупчите.
- Рамката е фиксирана на вежбата со помош на специјална лента, а центарот на триаголникот на Reuleaux поставен во рамката за водич мора да се совпаѓа со оската на вртење на чашката за електричниот алат.
- Со цел да се пренесе вртежен момент на вежбата за правење квадратна дупка, но во исто време да не се создаваат ограничувања на движењето на алатот во попречна насока, стеблото е поврзано со дупчалката преку механизам за пренос што работи на принципот на погонска осовина за камион.
- Дрвеното работно парче во кое е неопходно да се пробие квадратна дупка треба да биде безбедно фиксирано и да биде поставено така што центарот на идната дупка строго се совпаѓа со оската на вртење на вежбата што се користи за обработка.



Откако склопивте толку едноставен уред и безбедно ги фиксиравте сите елементи на неговиот дизајн и работното парче што се обработува, можете да ја вклучите електричната вежба и да започнете со процесот на дупчење.
Како што споменавме погоре, квадратната дупка дупчена со помош на таков уред ќе има апсолутно прави и паралелни страни, но нејзините аголни делови ќе бидат малку заоблени. Решавањето на проблемот со заоблените агли не е тешко: можете да ги рафинирате користејќи обична датотека со игла.
Треба да се има на ум дека уредот опишан погоре, кој не е многу крут, се користи за дупчење дупки во форма на квадрат во дрвени парчиња со мала дебелина.

Вотс вежба и квадратна дупка направена со неа во метално работно парче
Во некои случаи потребно е да се добијат дупки во форма на квадрат. Конвенционалните методи се неефикасни и незгодни. Најпримитивниот од нив се сведува на прелиминарно дупчење дупка со дијаметар еднаков на кругот впишан во квадрат и постепено пробивање. Ќе ви треба алатка која може да работи без да ја ротира главата на алатот, како и специјален адаптер. Полесно е да се користи таканаречената „квадратна“ вежба (дупчалка „Ватс“), или, поточно, секач.
Малку историја со геометријата
Уште во 15 век, легендарниот Леонардо да Винчи, додека ги проучувал својствата на геометриските фигури, го привлекувал вниманието на таканаречените геометриски објекти со еднаква дебелина. Има бесконечен број такви фигури, но наједноставниот - покрај кругот - е заоблен триаголник, кој може да се формира на следниов начин. Извлечен е рамностран триаголник, чиишто агли се поврзани со лак на круг извлечен од центарот на спротивната страна. Особеноста на таков триаголник ќе биде тоа што сите негови страни ќе имаат константна ширина, што е еднаква на должината на страната на оригиналниот рамностран триаголник.
Од овој факт практична корист извлече Л. Ојлер, кој три века подоцна ја демонстрираше ротацијата на таков заоблен триаголник: прво околу сопствената оска, а потоа со извесна ексцентричност, бидејќи механизмот на кардан веќе и беше познат на науката и технологијата од тоа време.
Германскиот инженер Ф. Само директно на аглите на квадратот, надворешната површина опишува лак, меѓутоа, со мал радиус. Во модерната техничка литература, таков триаголник се нарекува триаголник на Реуло, иако оваа бројка всушност повеќе нема никакви агли.

Ќе поминат уште неколку децении, а Англичанецот Г. Вотс ќе смисли уред кој може да обезбеди загарантирана квадратна траекторија за алат за сечење метал. Техничкото решение за дупчалката Вотс е патентирано во 1916 година, а една година подоцна започна масовното производство на такви алатки.
Дупчалка или секач?
Мнозинството од техничката заедница смета дека се уште е мелница. Сепак, производителите тврдоглаво продолжуваат да ја нарекуваат оваа алатка вежба за квадратни дупки, дупчалка Watts или вежба чиј профил одговара на триаголникот на Reuleaux.
Што е поточно? Ако се свртиме кон кинематиката на движење на таков алат за сечење (за јасност, можете да го користите дијаграмот прикажан на слика 1), ќе откриете дека отстранувањето на металот ќе се врши само од страничната површина, а нема да има една рамнина за сечење, како конвенционална вежба, но четири, што е потипично за секачите.
Сепак, едно ротирачко движење нема да биде доволно за да се добие квадратна дупка. Едноставните математички пресметки (не се дадени во овој напис) покажуваат: за да може „дупчалка“ за квадратна дупка да ја изврши својата функција, за време на работата мора да го опише не само основното ротационо движење на сечилото, туку и движењето на нишање на дупчалката/секачот околу одредена оска. Двете движења мора да се направат во заемно спротивни насоки.

Слика 1 – Триаголник на Reuleaux: а) – конструкција; б) низа на ротација за да се добие дупка во форма на квадрат.
Аголната брзина на двете ротации се одредува прилично едноставно. Ако ја земеме фреквенцијата на вртење на дупчалката (или дупчалката со чекан) како параметар f, тогаш брзината од 0,625f е доволна за осцилаторни ротации на вретеното околу сопствената оска. Во овој случај, оската на вретеното е, како што беше, стегната помеѓу работното вратило и погонското тркало, предизвикувајќи вежбата/секачот да осцилира во уредот за стегање со преостаната брзина.
(1 – 0,625)f = 0,375f.
Добиената брзина на вртење на секачот може попрецизно да се одреди со помош на техничките карактеристики на дупчалката/чеканот, но јасно е дека ќе биде многу помала од онаа за која алатот првично беше дизајниран. Затоа, добивањето квадратна дупка ќе се случи со помала продуктивност.
Дизајн и принцип на работа
Невозможно е директно да се користи секач/дупчалка за квадратни дупки со профил на триаголник Reuleaux - потребни се жлебови за отстранување на добиените чипови.
Затоа (види слика 2) профилот на работниот дел на алатот е сликата опишана погоре, од која се отсечени три полуелипси. Во овој случај, се реализираат три цели: се намалува моментот на инерција на дупчалката и оптоварувањето на вретеното, а се зголемува способноста за сечење на секачот.

Слика 2 – Вистински профил на работниот дел на алатот
Дизајнот на алатката е како што следува. Всушност, работниот дел вклучува работна површина што се користи за отстранување на метал и жлебови кои отстрануваат чипови. Секачка дупчалка за квадратни дупки е изработена од челик U8 и зацврстена до цврстина од HRC 52...56. Под особено тешки работни услови, се користат производи изработени од легиран челик X12 со цврстина од HRC 56...60. Со нормално снабдување со течноста за ладење и поради релативно ниските температури во зоната за обработка, животниот век на алатот е висок.
Вретеното на адаптерот има покомплексен дизајн. Вклучува:
- Рамка.
- Опрема за прстени.
- Седиште за главното вретено (ако алатот е инсталиран во главата на алатот на машината за сечење метал, тогаш адаптерот има форма на конус од Морзе).
- Погонска опрема.
- Главно вретено.
- Спојување на запчаници со прстенест запченик.
- Осцилирачка черупка.

За уредите за домаќинство, производителите на секачи/дупчалки за квадратни дупки нудат надземни рамки кои се поврзани со кардански погон со чашката и даваат ексцентрични движења на алатот за сечење. Дебелината на оваа рамка ја одредува длабочината на добиената дупка.
За да го поврзете уредот со машинската чак, потребен е и посебен адаптер. Се состои од:
- Случаи.
- Лебдечко стебло.
- Занишан прстен.
- Заменливи чаури за патрони од различни машини за обработка на метал.
- Завртки за монтирање.
- Поддржете топки.
За практична употреба на предметната алатка, доволно е да му дадете на вретеното на главната опрема напојување во потребната насока. Машините за глодање и струговите се погодни за правење квадратни дупки со користење на таква опрема.
Алтернативни методи за правење квадратни дупки
Недостаток на дупчалките во Ватс е присуството на лакови со радиус во аглите на плоштадот, што не е секогаш прифатливо. Дополнително, дупчалките со квадратни дупки направени со помош на триаголникот Reuleaux не можат да се справат со дебели работни парчиња. Во такви случаи, можете да користите електроерозивни/ласерски технологии, а исто така, што е полесно, да користите заварување или печат.
Комплет дупчиња за квадратни дупки се произведуваат во асортиман на попречни големини до 70×70 mm во метал со дебелина до 12...16 mm. Комплетот вклучува:
- Држач за перфоратор.
- Водечка черупка.
- Стоп за патување со прстен.
- Матрица.
Може да се користи хидраулична дигалка за да се изврши сила на ударот. Пробиената дупка се одликува со чистотата на добиените рабови, како и отсуството на бруси. Слична алатка се произведува, особено, од трговската марка Veritas (Канада).
Ако имате инвертер за заварување во вашето домаќинство, можете да изгорите квадратна дупка во челично парче. За таа цел, во работното парче претходно се дупчи тркалезна дупка (со резерва), потоа во неа се вметнува квадрат од графит EEG или MPG со потребната големина, по што се попарува по контурата. Графитот се отстранува, а во производот останува квадратна дупка. Доколку е потребно, може да се исчисти и бруси.
Како по правило, проблемите со формирање на тркалезни дупки во метал не се појавуваат. Денес можете да најдете огромен број дупчалки на продажба, некои може да се користат за формирање квадрат или правоаголник. За да се реши овој проблем, се користат и специјални уреди.
Дупчалка или секач
Квадратни дупки често се добиваат со употреба на фреза. Овој тип на алатки стана исклучително широко распространет, но во некои случаи полесно е да се добијат квадратни дупки во метал со помош на дупчалки. Да ги земеме следните точки како пример:
- Работата ретко се изведува, па затоа треба да ги намалите трошоците со купување специјални алатки. Фрезите се многу поскапи.
- Мала површина за обработка. Геометриската форма на обичните секачи ги одредува ограничувањата на нивната минимална големина.
- Треба да добиете проодна дупка во метал со голема дебелина.

Покрај тоа, секачите се инсталираат во машини, кои се скапи, но конвенционалната опрема не е погодна за дупчење. Ова се должи на фактот дека вежбата мора да се движи по одредена патека.
Дизајн и принцип на работа
Вежбата со квадратна дупка Watts се заснова на обликот на триаголник на Reuleaux. Меѓу карактеристиките се:
- Работниот дел од вежбата се формира со формирање на пресечна површина на три еднакви кругови со посебна форма.
- Ако поставите неколку паралелни референтни линии во близина на триаголниците на работниот дел од вежбата, тогаш растојанието меѓу нив ќе биде исто.
- За време на работата, оската на вежбата мора да се движи по одредена патека, што резултира со квадрат или правоаголник.

Вреди да се земе предвид дека добиениот правоаголник или квадрат има малку заоблени агли. Уредите за дупчење квадратни дупки во Ватс не треба да го ограничуваат движењето на чак со дупчалката, во спротивно нема да биде можно да се добие предметната форма. Принципите на работа и дизајнот на препорачаната опрема ви овозможуваат сами да ја креирате користејќи отпадни материјали.
Алтернативни методи за правење квадратни дупки
Производството на лакови на радиус доведува до значително намалување на квалитетот на добиениот производ. Затоа често се разгледува можноста за користење на други методи за добивање квадратна дупка:
- Ласерските системи денес се широко користени. Тие можат да се користат за обработка по дадена траекторија кога зракот е фокусиран, металот се загрева, поради што се формира потребната површина.
- Методот на печат се користи подолг период. Тоа вклучува употреба на специјална опрема што е способна да врши висок притисок врз листот и другите работни парчиња. Недостаток на овој метод е високата цена на опремата, како и можноста за добивање само плитки вдлабнатини.
- Кога се користи гасно заварување, исто така е можно да се формира правоаголна форма. Сепак, оваа технологија се карактеризира со мала практичност во примената, а добиените производи се со низок квалитет.
На продажба има специјални комплети удари кои исто така може да се користат во овој случај. Комплетот е претставен со комбинација од следниве елементи:
- Буш за водење на ударот.
- Специјален држач.
- Стоп за патување со прстен.
- Матрица.

За да се постави големо оптоварување на работниот алат, се користи хидрауличен дигалка. Оваа технологија се карактеризира со тоа што добиената фигура има чисти и изедначени рабови, односно не е потребна дополнителна механичка обработка за да се подобри квалитетот на површините.